|
by Bertrand Gili
Take the manufacturer’s
logo and some sheet metal off of a coordinate measuring
machine, and what you have is a steel frame, a granite table,
bearings, motors, scales and a controller. Whether six months
new or 15 years old, they all look about the same. Furthermore,
they all can last a long time. So how do you know when it’s
time to replace or upgrade your existing CMM? What should
you consider when faced with this decision?
One of the most important considerations will be the software.
It affects almost every facet of your CMM operation: keeping
or replacing the existing controller, maintaining compatibility
with existing software and parts programs, ensuring offline
programming capabilities, and integrating data from other
shop-floor CMMs or outsourced inspection services.
Very often, a CMM--even an old one--will continue to provide
years of use with only a software or software/controller
change. The basic machine, however, must still be capable
of performing to specifications. If a CMM has been maintained
and calibrated annually, its repeatability and positional
tolerances are still highly accurate. A common way to verify
this is by confirming volumetric accuracy using one of the
quality standards in place (e.g., ISO 10360-2 or ASME B89.4.1).
If the results show that the CMM is out of specification,
several remedies are available:
 Fine-tune or mechanically adjust the CMM for linearity and
squareness. Replace or remanufacture bearings and bearing
surface areas, if necessary.
Fine-tune or mechanically adjust the CMM for linearity and
squareness. Replace or remanufacture bearings and bearing
surface areas, if necessary.
Add a volumetric compensation file, also referred to as
an error map. Most CMMs have proprietary error-mapping software
that compensates for volumetric defects created when the
machines start to wear.
Outsource to companies that provide complete controller
retrofits or simple software upgrades, including calibration
and error-mapping services. These companies can replace
motors, cabling, scales, bearings and other components.
However, depending on the CMM’s style and size, this
might prove too costly.
If the CMM hardware demonstrates acceptable volumetric
accuracy, you must turn your attention to the controller
and the inspection software that runs it. This is where
you’ll find the most significant difference between
older CMMs and new ones. Consider what you saw when you
last attended a vendor’s CMM demonstration: the machine,
of course, but mostly a computer screen.
Controllers have become smaller and more reliable. Today’s
controllers can be 60 percent smaller than those designed
just 10 years ago. Much of the wiring and boards have been
reduced and replaced with common and readily available components.
Many new controllers are modular and easy to upgrade to
support scanning and laser technology.
Several universal controllers on the market are designed
to fit any type and brand of machine. Metrologic Group,
for example, designs DCC controllers and counting boards
with versatility and adaptability in mind. These controllers
can connect to any CMM using most existing electronics and
wiring. Renishaw has also released its own universal controller,
opening the market to universal retrofits.
One consideration when keeping older controllers is cost
and availability of replacement parts. Consider where the
CMM lies in your company’s critical manufacturing
path. Some replacement parts can be expensive and require
lengthy lead times for delivery. New controllers come with
warranties, and replacement parts are usually readily available.
Should the CMM break down, consider the cost of holding
up the manufacturing process, sometimes for weeks, while
replacement parts are procured.
That said, retrofitting CMMs by replacing the OEM controller
is a concern for most customers, either because of the cost
or rework time caused by unreliable and unskilled companies
in this sector. An alternative to retrofitting is simply
to upgrade the CMM software with an independent software
solution that will connect directly to existing CMM hardware.
This alternative keeps the CMM hardware intact and also
offers many of the advantages of a new CMM, including new
software and error map capabilities, at a fraction of the
cost. It also enables you to run legacy software because
no hardware modifications are required. However, you must
ensure that any new controller software is compatible with
your existing controller.
The most significant advancement in CMM functionality
has been made to the inspection software. During the last
15 years, online inspection software has evolved from a
primitive, text-based programming machine language--limited
to driving a CMM to specific locations and collecting results
from data points within an X, Y and Z coordinate system--to
Windows-based, icon-driven programming fully capable of
simulating work cells, reverse engineering, graphical reporting
and data analysis. Other major advancements include the
ability to program directly from 3-D computer-aided design
data, scanning support and laser technology.
In today’s manufacturing environment, the trend
is to have 3-D CAD data at the heart of every manufacturing
process. CAD systems enable designers to model tooling,
fixtures, parts and finished assemblies with complete dimensional
specifications in a digital environment. Designers can validate
all aspects of the design even before the first parts are
made.
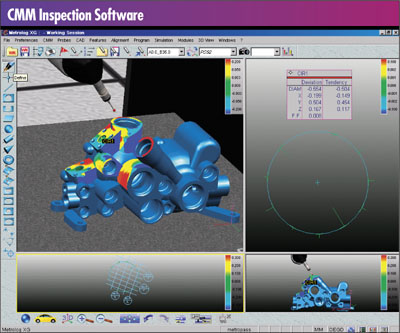
Of course, the most accurate results can only be achieved
by comparing actual parts to the theoretically perfect CAD
model. This is accomplished by using CMM software that can
create programming code simply by selecting surfaces and
features directly from the CAD model. This code can drive
the CMM and probe or scan selected surfaces. The resultant
data represent the deviation between the actual part and
the theoretically perfect nominal of the CAD model. These
results can be formatted and output in a variety of graphical
report formats, including HTML. They’re much easier
to interpret and enable engineers to see the deviations
in the part by means of color maps and vector graphs.
The variety of CMM software available includes online
control and offline programming software that can be used
to write CMM programs utilizing fully dimensional CAD models.
This ability to program existing CMMs using a Windows-based
graphical user interface has not only decreased the time
it takes to write the programs but also increased the accuracy
of the results and cut down on the time needed to analyze
the data. Writing programs using a CAD model has enabled
third-party software companies to develop offline programming
software that’s independent of the CMM and can run
either on the CMM’s computer or a stand-alone PC.
This allows users to write programs offline instead of disrupting
the CMM’s scheduled workflow.
Some offline programming software, such as Silma’s
CimStation Inspection, enables the programmer to create
complete virtual work cells that include the CMM, probing
system, rotary tables, probe changers and CAD models. During
simulation, the software can detect collisions and either
automatically edit the path to clear them or alert the programmer
that a collision would occur if the program were run on
a real CMM.
Many CMMs are utilized less than 50 percent of the time
to actually check parts. The rest of the time is spent writing
and editing programs and setting up the part. By contrast,
offline programming can be written as soon as the CAD model
is available, which enables the programmer to design the
program much earlier in the production timeline.
In Silma’s software, programs are written in native
DMIS, fully simulated, tested and generally written in much
less time. They are then ready to be run in their native
format or posted in many proprietary OEM formats without
the need to program in these languages or write several
programs for each target machine.
Many different CMM hardware manufacturers compete in the
manufacturing industry. To give themselves an edge, each
has developed its own proprietary online control software
to drive its particular CMM.
Some CMM manufacturers, lacking the software development
resources to keep up with the industry’s ever-changing
needs, have looked to third-party software providers to
design the inspection software. This has created a problem
not only for large corporations with multiple brands of
CMMs, each with its own unique programming language, but
also for companies that deal with suppliers or customers
that use different CMMs. The programs are often incompatible
and must be rewritten; it’s not surprising, therefore,
that the results tend to vary. The added expense for rewriting
programs and reanalyzing results has been estimated to run
in the billions of dollars industrywide.
These issues have prompted an initiative for standardization,
driven primarily by the automotive industry. The goal of
CMM standardization is to allow users to write programs
in one common control language, both online and offline,
supported by one common graphical user interface that can
drive any brand of CMM.
CMM components, such as the probing mechanisms and controllers,
should be interchangeable. Ideally, users should be able
to choose system components based on their companies’
particular needs, and all these components should be easily
plugged together and communicate properly. Thus, CMM hardware
could be evaluated based on the work envelope, speed and
accuracy. The probing system and controller could be evaluated
based on its ability to access necessary features and support
touch probes as well as scanning or laser technology. Finally,
the inspection software could be evaluated based on its
functionality, ease-of-use and ability to accurately gather
the required data for analysis.
These issues have spurred several trends in the industry
that will affect how well a software package will meet your
existing and future needs:
Standard programming language (DMIS). The Dimensional
Measuring Interface Standard was developed by the Consortium
for Advanced Manufacturing. DMIS is a neutral programming
language that’s widely accepted in the industry and
approved by the American National Standards Institute. Most
CMM manufacturers are standardizing to the DMIS programming
language by using either a DMIS engine or converter. The
amount of DMIS that is supported varies by CMM manufacturer.
Typically, if the software has a DMIS engine instead of
a DMIS converter or translator, it more closely adheres
to the DMIS standard and allows users to open, modify and
save part programs without any import/export losses in conversions.
Universal controller protocol (I++ DME). Whereas
DMIS provides a universal language at the application level,
I++ DME provides a universal language to communicate with
the controller. Without this, third-party software must
be able to communicate with scores of different controllers
in the field. Although there’s some concern that I++
DME won’t be supported by OEMs because keeping a proprietary
language gives them a competitive edge, industry pressure
could force them to support it. For that reason, selecting
software that supports I++ DME should be one of your considerations.
Universal controllers. Addressing the proprietary
controller language mentioned earlier, Renishaw, which has
been providing its touch-trigger probes to most CMM manufacturers,
has developed the UCC1 universal controller. Unlike the
OEMs, Renishaw makes its controller language available to
third-party software producers such as Metrologic.
Reliability, flexibility, speed and accuracy are what
today’s CMM buyers seek. They’re looking for
an easy and powerful front-end, and software is what ultimately
pushes them into purchasing. The CMM industry is drastically
changing, focusing on software performance. OEM software
might soon make way for independent software companies dedicated
to developing the best possible application for online and
offline programming, irrespective of the types and brands
of measuring equipment.
To choose the most appropriate software for your company,
keep in mind that the program must not only meet your current
needs but also anticipate those to come. It was only a few
years ago that a well-known and independent company first
offered a universal operating system software for personal
computers, leading PC manufacturers to focus on developing
hardware only. CMMs face a similar change, and smart customers
will purchase with this future in mind.
Bertrand Gili is president and CEO for the North American
operations of Metrologic Group and Silma. Metrologic specializes
in the design and manufacture of 3-D control software and
electronics. Metrologic has developed more than 45 direct
machine interfaces to connect its software to any controller,
including those from Brown & Sharpe, Leica, Zeiss, LK,
Faro and more. The company also offers CMM retrofits, calibration,
on-site support, training and maintenance services.
More information is available by visiting www.metrologicgroup.com
or www.silma.com.
|

 Inspection
software
Inspection
software