How Good
Are Your Data?
Watch out for these potholes on the road to gathering
quality data from your video CMM. ________________
by Dan Smith The primary goal of any measuring machine project is to acquire accurate and reliable data about
your manufacturing process. A project team responsible for implementing or managing a vision coordinate measuring machine (VCMM) project must consider a wide variety of factors to ensure that the
data are truly representative of the parts and the process. There is a tendency to accept the results from the VCMM without question, especially if data suggest that the parts or tooling are
"good." The state of bliss continues until the inspection results indicate the need for an expensive tooling modification or a crisis occurs in an assembly process downstream.
When there appears to be a problem with inspection data, the initial reaction is to scrutinize the inspector and the VCMM. But let's look at the wider context; after all, the measuring
machine and the operator are only one part of the process. The following is a checklist of categories of potential errors:  Design, specifically in the application of geometric dimensioning and tolerancing (GD&T) Design, specifically in the application of geometric dimensioning and tolerancing (GD&T)
Design interpretation Operator error Work-piece holding or fixturing Part condition
Environmental conditions Measuring machine errors Keep in mind that some of these general categories have close interrelationships. As one problem begets another, often there may be
compound causes for a single case of bad data. The most costly errors occur when there is a flaw in the design-tolerancing
scheme. Companies that provide contract inspection services are often the dumping grounds for problematic parts and tooling, and they see these kinds of
errors regularly. Many times when the trained metrologists dive into the job, they find cases where the GD&T are flawed or ambiguous, such that the part
cannot be inspected per the design call-outs. This type of error can be very expensive because tooling and fixturing may already have been built, and a
significant amount of time is wasted trying to determine the source of the problem. Sometimes these design-tolerancing errors are nearly impossible to
spot for all but the most skilled tradespeople and metrologists. Another flaw often found in design tolerancing is where the nature of the datum
causes errors. A datum may be too small relative to the part to provide an adequate reference surface for a repeatable alignment, or it may have
part-to-part variation that causes nonrepeatable alignments. The theme of the "error caused by design" was consistent in discussions with
several managers of contract inspection companies. Gary Gosine, president of Advanced CMM, a Wixom, Michigan, inspection bureau, points out yet
another class of design error: improperly constructed CAD design models. "More and more vision and touch-probe CMM manufacturers produce
software that utilizes a 3-D CAD model," he notes. "When the model provided for measurement has not been accurately constructed, how can the measurements be accurate?"
The more frequent source of bad data is operator error, including errors created when the VCMM programmer misinterprets the design tolerancing.
This type of error typically creates a larger, nonrandom error resulting in skewed data. This and other operator-induced errors speak to an ongoing
problem in CMM and VCMM use: a lack of properly trained inspection machine operators. VCMMs require trained operators to generate good
inspection programs, as these systems are more sensitive to operator technique than is generally realized, and the demand for trained metrologists simply
exceeds the supply. The problem is exacerbated in an economy with a mobile workforce, as employers are sometimes reluctant to invest large sums in training
an employee who may very well take that skill set elsewhere. Work-holding devices or part fixtures are another potential source of
inspection error. In the case of the VCMM, the axis movement is typically provided by a table in at least one axis, and sometimes two, moving as fast as
10 inches per second. Meanwhile the parts may be very small, flexible or fragile. The fixture design must locate and immobilize the workpiece without
distorting or damaging the part, and it must accomplish this without obscuring the features the VCMM must "see" in order to measure. Despite these
requirements, often very little time and money is set aside to ensure proper workpiece holding. There is sometimes a disparity between the clamping forces
used in the manufacturing process and the clamping forces applied in assembly. Imagine now that the part is then measured in the free state. It would be
possible to get three very different sets of data all from the same part. Another variation of this theme occurs when a datum is located with hard locators in
production but, when measured on the measuring machine, is established by a best-fit average from a series of points taken with the VCMM. Using this datum
to establish an axis alignment can be an important source of noncorrelation between two inspection methods.
People are frequently surprised by how bad their part features look when viewed at the magnifications utilized by VCMMs. Unless manufacturing and
inspection are performed in special cleanroom conditions, part contamination is always present. The dust particles are often larger than the whole error
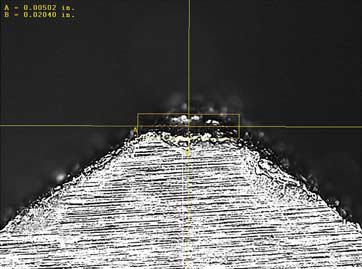
tolerance. Dust, burrs, flash, rough surface texture and other surface flaws will all increase random error and nonrepeatability in the inspection process. Figure
1 shows the edge of a mold machined by electrical discharge machining (EDM).
Figure 1: Close-Up of a Mold Edge MAchined by Electrical Discharge Machining
|
The tip is designed to have a small radius, but in this image the manufacturing process has burned away the tip. There is no way to reliably measure this
feature as a radius. The typical surface roughness range on this part was 0.002 in. Environmental conditions may also strongly affect data quality, the workpiece
and the measuring machine. The following factors can create errors: Particulate contamination (dust) on workpiece
Parts brought in from the factory floor that aren't normalized to 68�F Inspection rooms and measuring machines that aren't normalized to 68�F Excess vibration in the measurement room (creates random errors) Electrical power variation (affects machine and computer performance)
The manufacturer specifications that indicate a VCMM's acceptable range of temperature, vibration and electrical variations are provided for a good reason.
The most reliable procedure is to ensure that the part, machine and room are at a stable 68�F. The different coefficients of expansion for different materials have
a much greater effect on measurements than many people realize. Even so, there's no guarantee that the thermal growth in a workpiece is linear or
consistent from batch to batch. A well-designed, thermally stable inspection room can be a big expense and is often overlooked in favor of more equipment.
Examples of room thermal instability sources exist in inspection departments across the country. Windows and skylights can create either heat or cold sinks,
depending on the season. Heating and cooling ducts that blow directly on a measuring machine are very common problems. Large bay doors opening
directly to the outside cause radical temperature swings, and radiant heaters, both permanent and the portable kind operators bring in for their own comfort,
can create hot spots on a machine structure, which will cause structural distortions in the measuring machine geometry. Even contract inspection
companies, which should maintain the highest standards, often have some facilities that pay meticulous attention to the room environment and others where
several of the previously described problems are present in the same room. Turning the discussion to measurement errors caused by the VCMMs
themselves, there are some key points to consider:
There is no national standard at this time for certifying VCMM accuracy. The accuracy and repeatability of a VCMM can be very application-dependent. Operator technique can play a significant role in optimizing machine accuracy.
The U.S. standard for contact CMMs is ANSI/ASME B89.1.12M. However, there is no equivalent standard for VCMMs and other optical inspection
devices. This causes confusion, especially when companies are shopping for a new system. The most common approach is to use a calibrated glass master
scale or grid plate. The master is composed of a certified pattern of deposition on glass. The grid is then measured by the VCMM for size and location, and
the readings are compared to the certified dimensions. The glass master has notably sharp features when the grid is profile illuminated by the VCMM and
provides a reasonable method of ascertaining VCMM accuracy for medium-accuracy applications. As the VCMMs become more accurate,
affordable glass masters and the calibration techniques begin to take up an unacceptable percentage of the total machine error statement.
It's dangerous to assume that a VCMM's accuracy when measuring a glass master is the same as the VCMM's accuracy when measuring production parts.
A glass master is a best-case scenario, with unambiguous edges that are easily illuminated. If you are producing a product that involves deposition on glass,
then it's not an issue, but these machines are used to measure a variety of parts. Plastic injection-molded parts, stampings, and extrusions and screw-machined,
EDM, laser-cut and chemically machined components comprise the majority of the actual applications. The most reliable way to determine VCMM capability
for your application is to measure your actual parts. The mechanical accuracy of most CMMs and VCMMs has improved during
the last 15 years while the prices have dropped. This is largely due to the use of software-based volumetric error mapping, which helps remove most of the
nonrandom structural errors in the measurement volume and allows manufacturers to build more cost-effective machines. The software
error-compensated machines actually hold their calibration over time better than do machines designed for mechanical adjustment. These tend to lose their
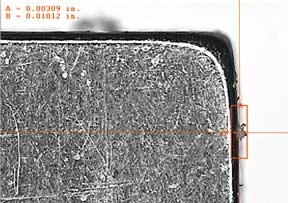
calibration due to being moved, structural stresses caused by machine operation and external vibration. It's the random and application-dependent errors that aren't yet as well accounted for. The most difficult edges to measure accurately are the edges on "blind" features or those features that cannot be profile illuminated. Most edges typically have a
radius or corner break for safety reasons. When these edges are illuminated, a bright band of light reflects back that is actually offset from the real edge. A
classic example is shown in two captured images (See Figures 1 and 2 ). Both
Figure 2: Profile Illumination of an
Electronic Part
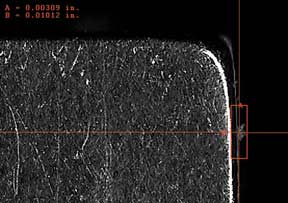
Figure 3: Surface Illumination of an
Electronic Part
|
|
images are of the same stamped electronic part. Figure 1 shows the edge with profile illumination; Figure 2 shows the edge illuminated by surface illumination, or reflected
light. The part, stage and graphical tool haven't moved, but the measurable edge as seen with surface illumination is clearly offset from the actual edge. The graphical icon in the images
is a video micrometer that allows the magnitude of this effect to be quantified. In Figure 1, we can also see an example of typical contamination that collects on a part, even in a "clean"
office environment in a new building. The contamination wasn't visible with the naked eye. The largest
VCMM-caused errors are caused by an inability to find the correct edge on a blind feature. This is a universal problem when working with episcopic
(surface/reflected) illumination. A new generation of programmable multiple LED ring lights are being adopted by VCMM manufacturers, and these new
light sources help to minimize this condition, but every application must be tested on a case-by-case basis. One reason is that, in many cases, the edge
shape is inconsistent, and the illumination band wanders, shrinks, grows or changes in intensity. Even using programmable ring lights, there's no easy way
to anticipate significant edge-shape variation even within an individual part. Often the edge shape changes from one side of a feature to the other. Errors
from profile illumination tend to be smaller in magnitude. In such cases, error tends to be caused by over-illuminating, causing the light to "wrap" around the
edge. This causes the edge to "shrink" away from the true location. The part material's edge profile and surface reflectivity help determine the extent of this effect.
The illumination source can also cause thermal error. Even remote fiber-optic-transmitted light and LED light sources can generate heat. On some
optical comparators, using the profile illuminator and the surface illumination light sources simultaneously can actually melt plastic parts.
Other common optical errors are mechanical in nature. These involve the errors caused by the use of zoom lenses. Because the optical components are actually
being moved, problems can arise with parfocality and parcentricity. Parfocality occurs when the image stays in focus throughout the magnification range.
Parcentricity error is any shifting of the image center in the XY axis as the magnification is changed. Some systems attempt to calibrate out the errors with
software, while other systems don't take this potential error into consideration. Despite some of the potential pitfalls that can occur if a VCMM project isn't
managed correctly, the VCMM is a powerful and accurate tool that allows for fast inspection of components, some of which cannot be measured at all by
other methods. Machine structures and computer hardware have dropped in price. The software's ease of use continues to increase, as does the
functionality. These trends ensure that VCMMs will continue to be the fastest growing class of inspection devices. Careful attention to all aspects of the
inspection process will maximize the benefits of VCMM ownership. About the author
Dan Smith is the product manager for inspection systems at Sony Precision Technology America. Smith has worked in the metrology field
for 15 years, lectured at Society of Manufacturing Engineers conferences for noncontact inspection and has been published in trade journals on optical inspection issues. E-mail him at dsmith@qualitydigest.com . |