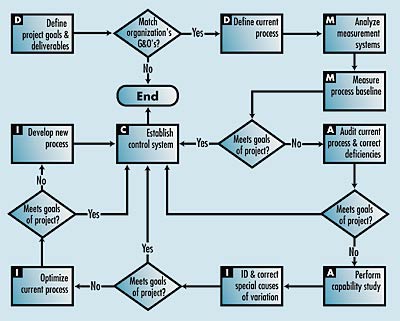
Six Sigma's DMAIC (define, measure, analyze, improve and control) cycle is used to guide process-improvement activities. But
the steps don't always occur in this simple sequence. It's sometimes possible to take a shortcut to the control phase, as illustrated. The point is to reach the project's goal while using the
fewest resources possible, assuming that the project goal is consistent with the organization's goals and objectives.
Shortcuts to the Goal
Sometimes a team will find that the process is just fine once metrics are defined and
the measurement system is developed. I've seen many processes in which all of the measured variance was due to measurement error. When this occurs, variance is
inflated by people changing the process based on the bad measurements. Take away the measurement-system error and poof, the process meets the customer requirements without further ado.
Remember whose requirements you're following, too. Internal requirements should always be derived from customer wants and needs. Nevertheless, Six Sigma teams
often determine that many products' supposed requirements are completely disconnected from what customers actually care about. An example follows:
A manufacturer of solar panels for a particular application load-tested the panels to 950 pounds, during which 10 percent of the panels failed. A Black Belt collected
extensive field data, which showed that, in service, panels were never loaded beyond 750 pounds. The load-test specification was changed to 825 pounds, which still
maintained a 10-percent margin of safety. Test failures disappeared, and no field failures were observed.
The focus on quick gains often leads to putting in place processes that aren't ready. Process designers tend to be busy people and they sometimes move on after the
process is running "well enough." But that doesn't mean that it can't do better. I coach Black Belts to have their Six Sigma teams develop an additional process
map, called the "should be" map. The should-be map describes the way the team thinks the process should be operated. The team uses the should-be map to create a
set of criteria on one or more check sheets. Using the check sheets, the team conducts an observational study. They actually go out into the work area and see
how things really look. Often, things don't look all that good. The observed deficiencies are written into a corrective-action plan. An examples follows:
A team studying shipping damage observed that the problems occurred before the packages were even placed on trucks. Packages were stacked haphazardly. Stacks
would often fall over, and boxes on the bottom of heavy stacks would be crushed. The problem was that the staging area was not completed as originally designed.
The original design called for shelves, racks and conveyors to be installed. Finally doing so eliminated nearly all of the damage.
One more path to the goal is to use statistical process control to identify and eliminate special causes of variation in the process. This is best accomplished by
conducting a process capability analysis. The PCA will provide a set of statistical guidelines that signal when the process is being influenced by something that is not
part of the normal operation. By following up on these signals, the process operator can identify the source of the problem and either act on it or call for help.
Eliminating the root causes of these problems is often enough to meet the project goals. My last shortcut is to use design of experiments to investigate the current process
by pushing the various factors to their limits and observing the effect on the process output. DOE is a sequential process that systematically moves the process to its
optimum. When this point has been reached, compare the result to the requirements to see if the goal has been met.
About the author Thomas Pyzdek is a consultant in Six Sigma. Learn more about Six Sigma at www.pyzdek.com . E-mail Pyzdek at Tom Pyzdek . |